
Professional manufacturers
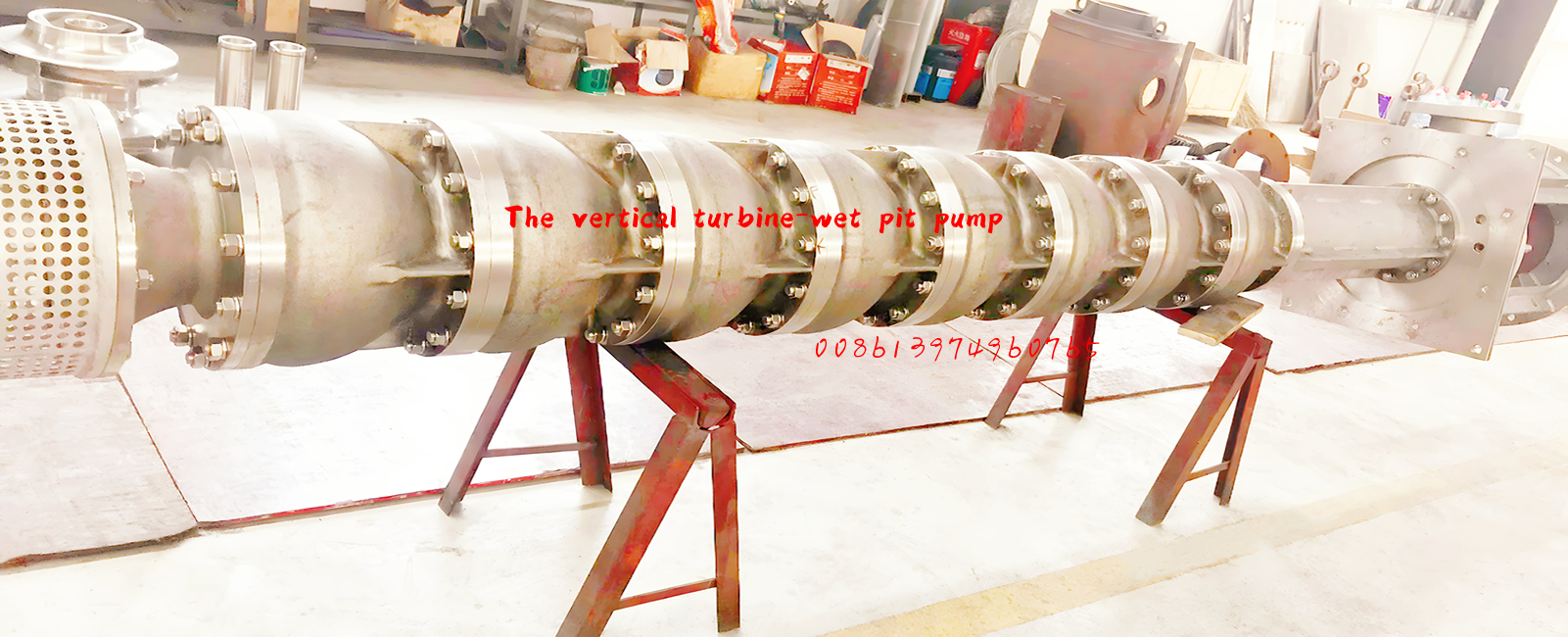
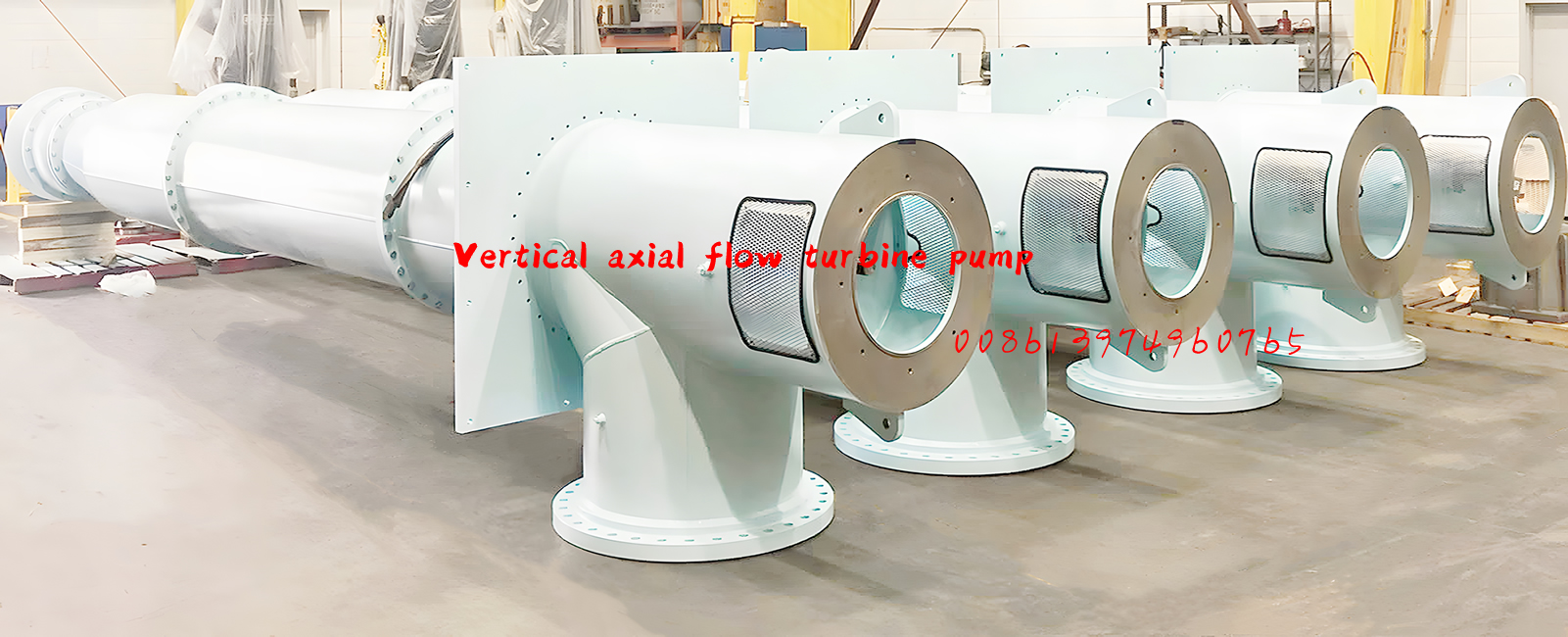
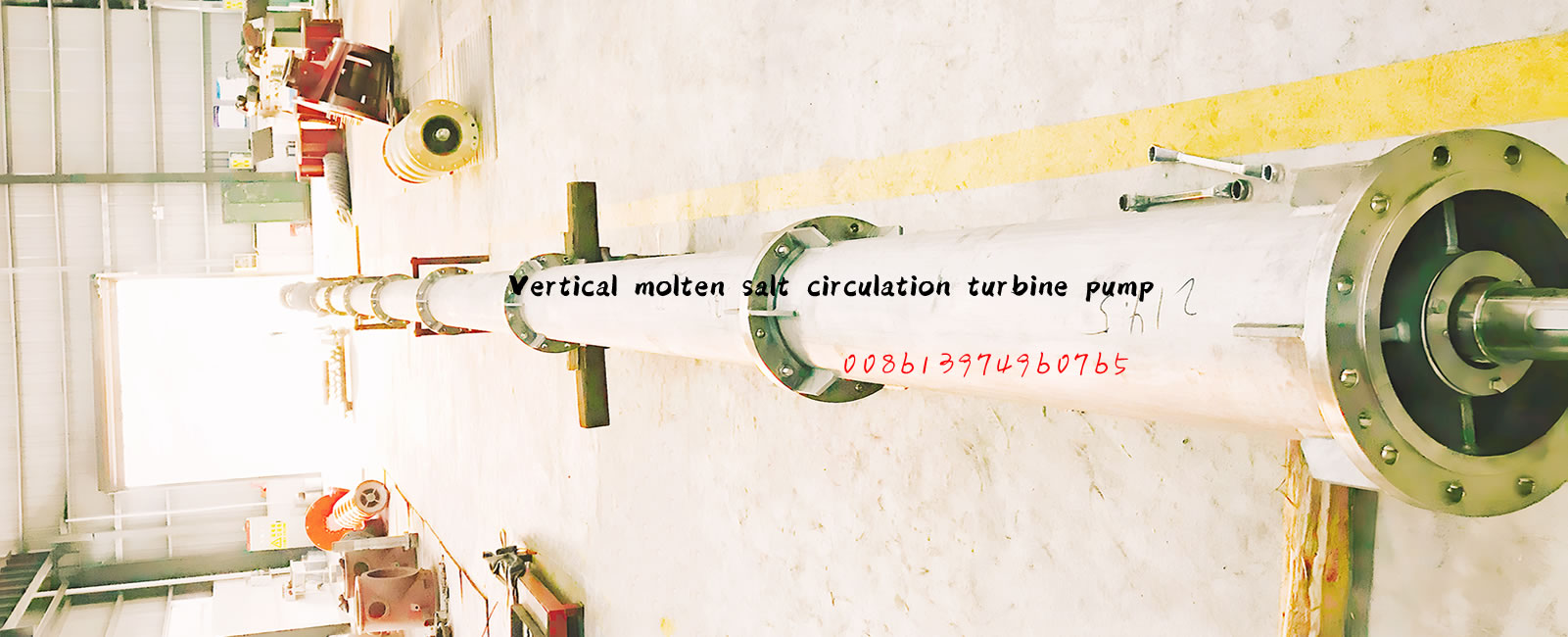
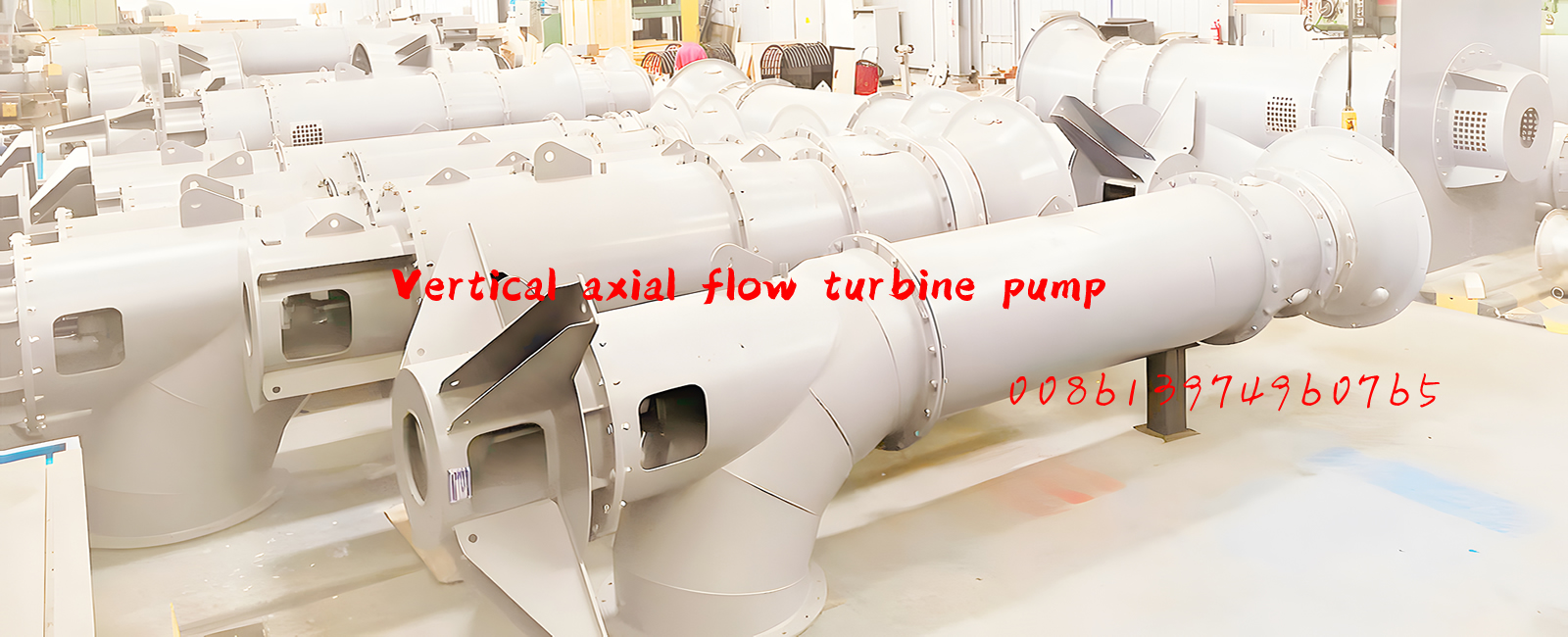
Vertical turbine pumps,sump pumps,right angle gearboxes
+8613974960765
+8618507312158
Working Days:9:00-22:00
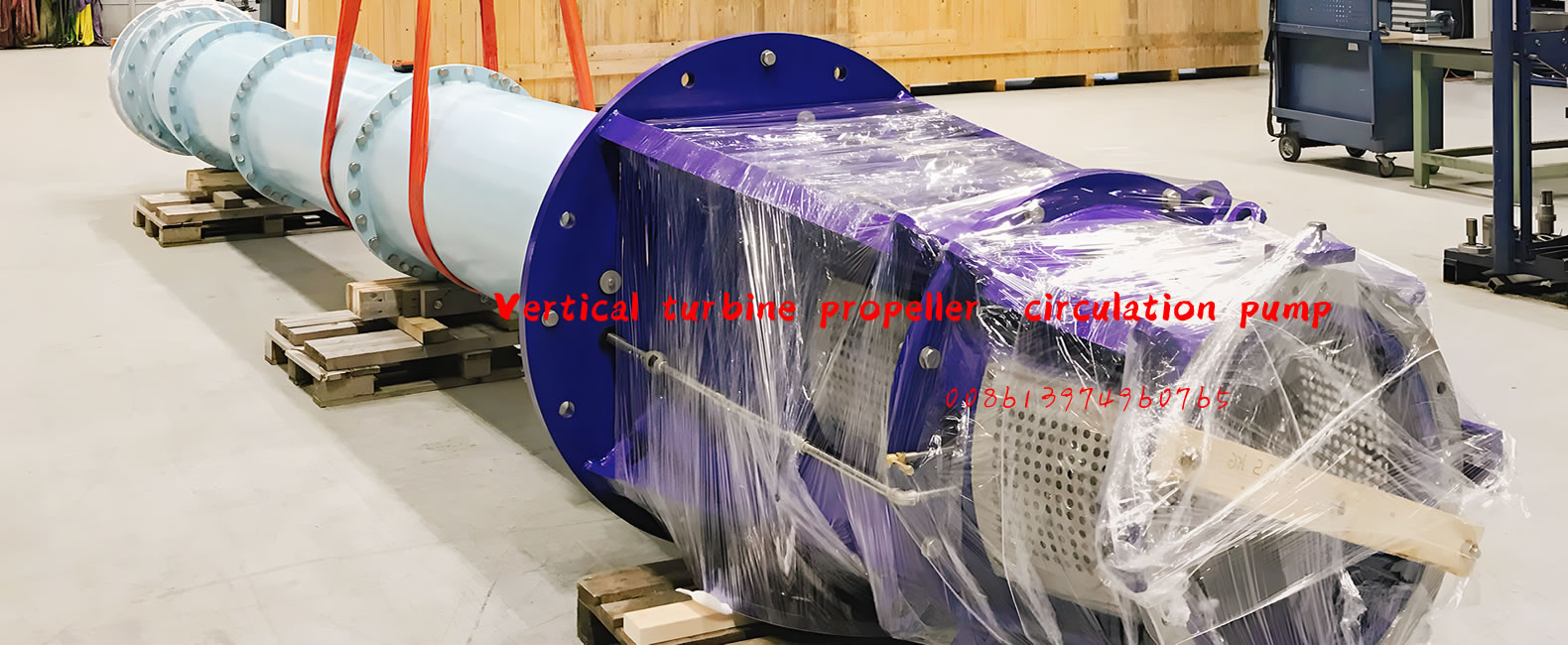
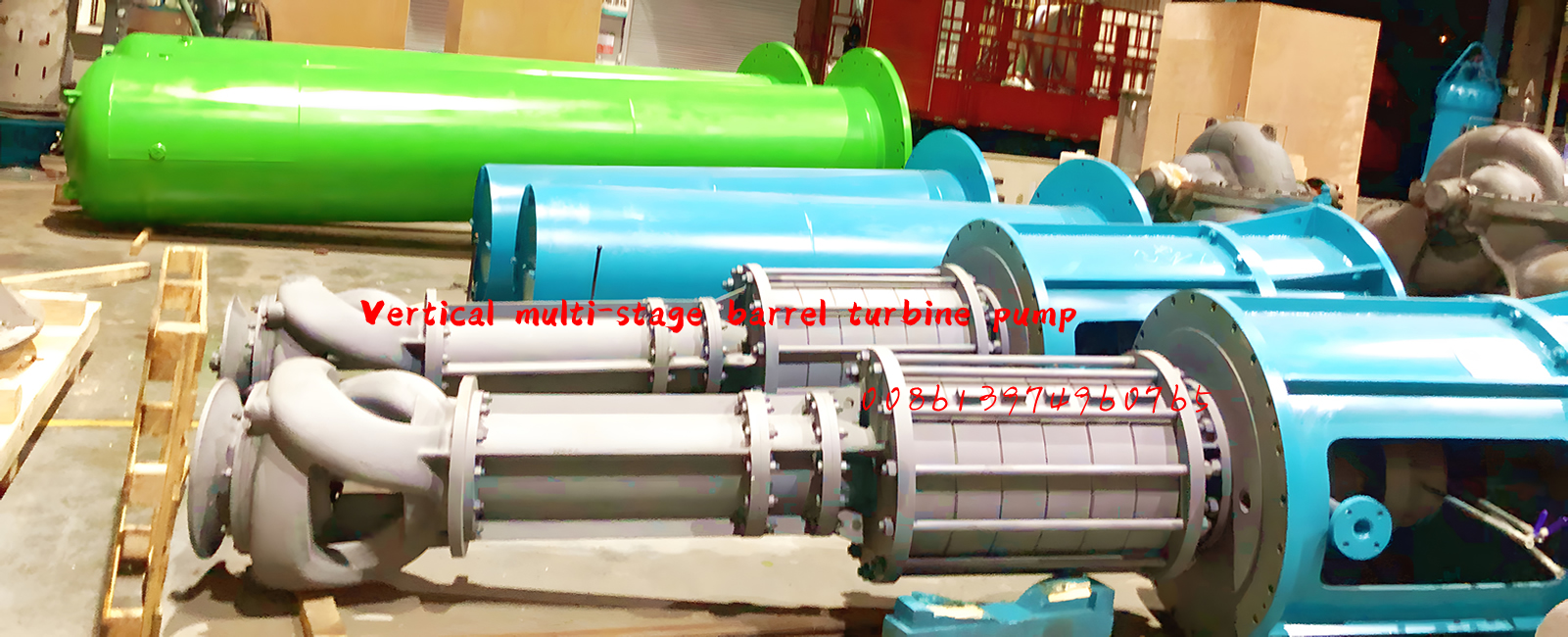
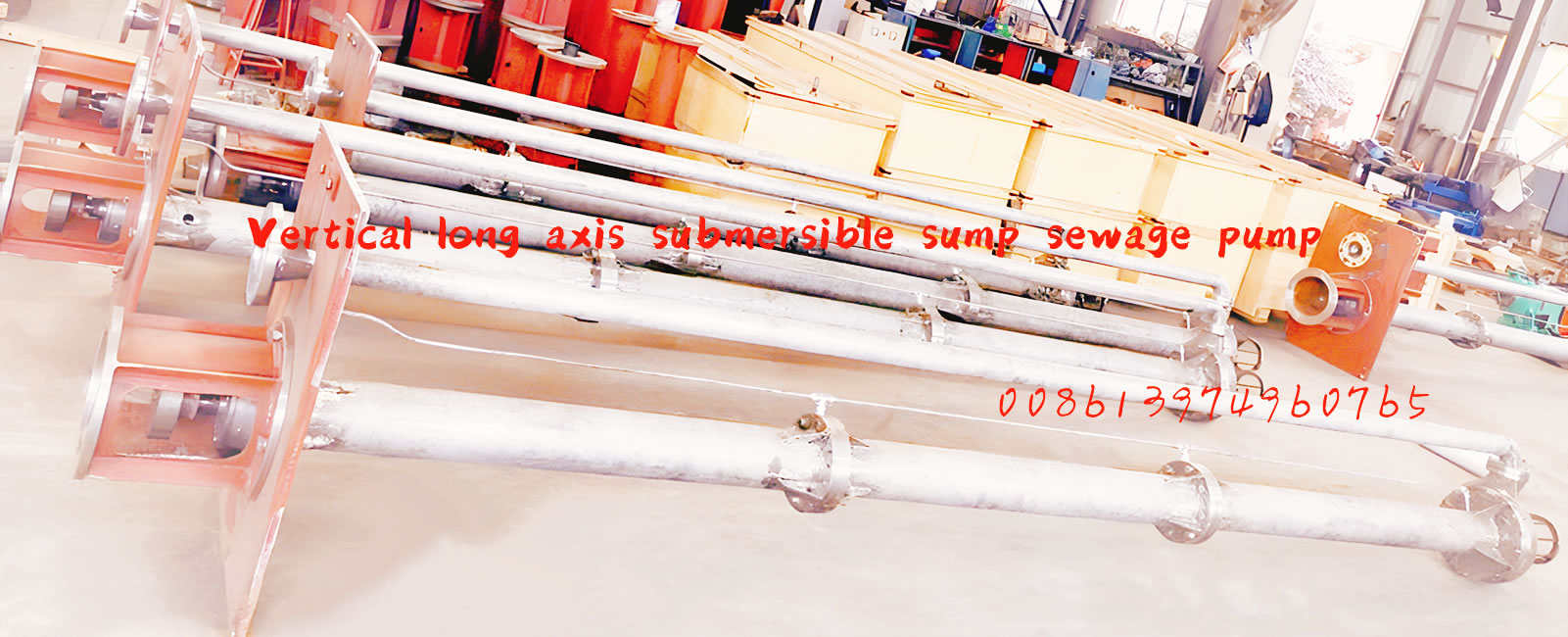
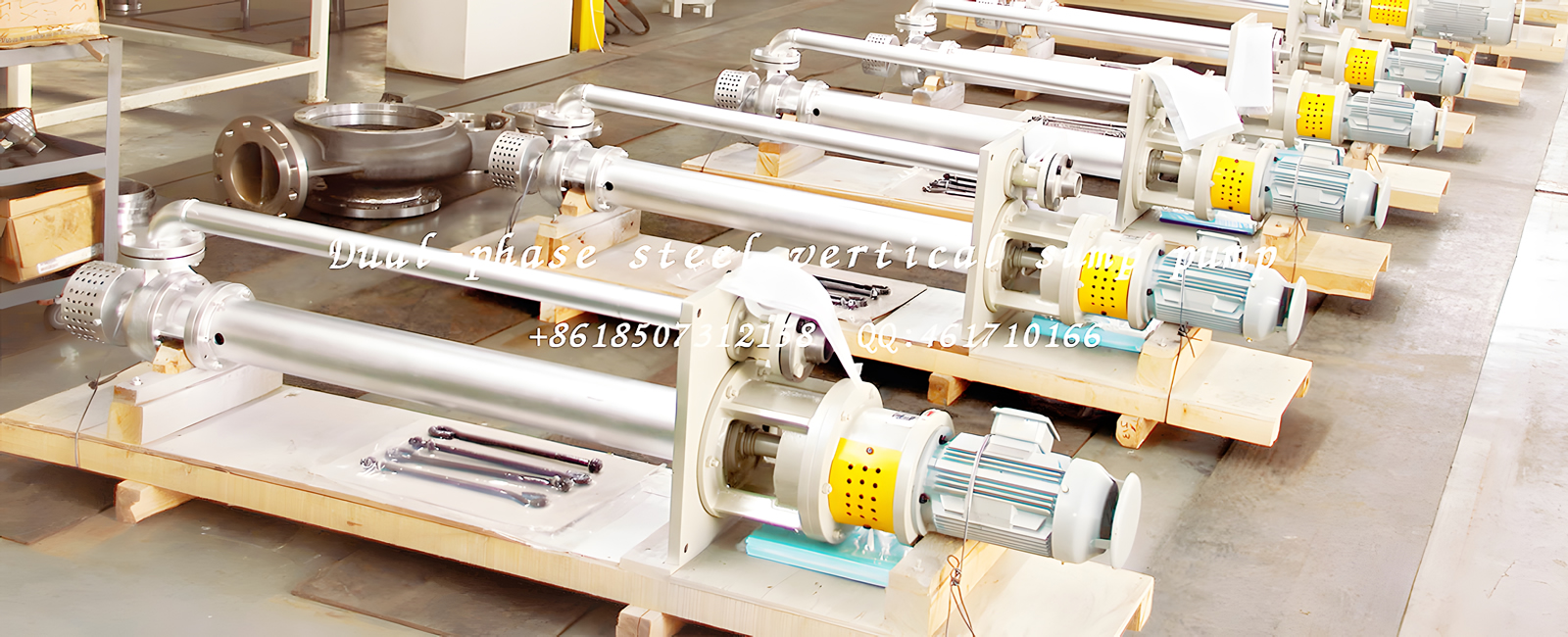
Our products: vertical turbine pump, vertical wet pit pump, vertical oil sump pump, vertical condensation pump, right Angle gearbox
Vertical turbine pumps,sump pumps,right angle gearboxes
Working Days:9:00-22:00
















DATE:2023/2/14 0:29:45
浏览次数:
Cleaning all surfaces before attempting to align the pump and driver is vital. If alignment was not performed at the factory, the keys of the AFS couplings may need to be deburred and the flange faces may need to be cleaned to remove any protective coating.
A dial indicator connected from the driver shaft should be used to obtain a TIR within 0.005 in/in at seal chamber register. The driver to pump coupling should then be installed to verify the shaft TIR does not exceed the limits recommended by the seal manufacturer. If the shaft runout cannot be achieved, a slight adjustment to the driver may be required. The pump/driver coupling may also need adjustment. Rotating one half of the coupling may reduce perpendicularity tolerance stack-up, which can cause problems. If the coupling must be installed in a particular way, it should be match marked. Once the shaft runout has been verified, the seal chamber register should be rechecked to confirm it is still acceptable and the seal chamber face runout must also be checked. Once the alignment is verified, the mechanical seal can be installed.
Troubleshooting
If the runout tolerances cannot be achieved, end users can consider the following troubleshooting checks. The easiest process to check first is the pump to driver coupling. Each coupling part can be checked both individually and as an assembled unit. If this process identifies a runout issue, the coupling can be reworked or replaced.
In many cases, the seal housing can be removed without removing the motor. Once the seal housing is removed, the runout can be inspected and verified. If the seal housing has an excessive runout, this component should be reworked or replaced. If the runout issue is not found in the seal housing, check the runout between the driver shaft and the seal housing bore on the discharge head. If excessive runout exists at this check, the discharge head is the source of the issue.
Checking the shaft runout of the pump driver can be achieved without removing it. If everything to this point has been found to be satisfactory, the driver will need to be removed and the shaft to the driver face checked for perpendicularity. Pumps that do not have alignment-positioning screws will also need to have the register concentricity inspected with relation to the shaft. If these items have been checked and found acceptable, the issue is with the pump – either the discharge head or the pump shaft.

Figure 1. The drawing shows the critical dimensions. Ensuring the proper seal alignment between the pump and driver is the best safeguard for prolonging seal life and maximizing the mean time between repairs.
TEL:008613974960765,008618507312158
Address:Xiangyin County Industrial Park, Yueyang City, Hunan Province, China
E-mail:sale@ljpump.net

Marketing WeChat

WeChat Official Account
Copyright © 2004-2024 Hunan Perfect Industry Co.,Ltd All Rights Reserved. Sitemap Vertical Turbine Pump Manufacturers
Copyright © 2008-2024 Hunan Perfect Industry Co.,Ltd All Rights Reserved.
+8613974960765
Wechat QR code